








Derek Vaile, Applications Engineer at Kamengo, shows how producers can eliminate storage and handling issues with difficult-flowing bulk gypsum materials.
A bin, chute, or silo that suffers from chronic plugging will plague a gypsum plant with unexpected shutdowns for the life of the equipment. Following an extensive research programme, Kamengo identified three reasons why bins plug:
1. Poor bin geometry
For a difficult-flowing material, the geometry of a storage bin, silo or pile reclaim system needs to be designed according to the flow properties of the stored material. Failing to choose a bin and feeder geometry that prevents the stored material from forming a stable bridge or pipe will often lead to chronic plugging.
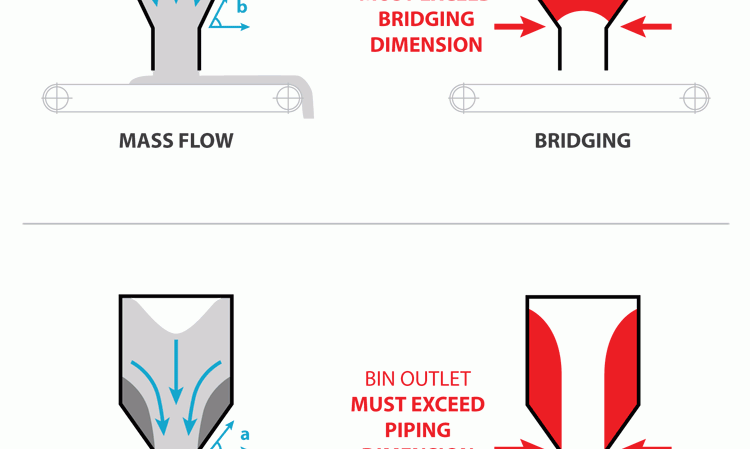
A key factor to understand is how the material will flow within the bin, as this determines the required geometry to a large extent. There are two main flow patterns in bins: Mass flow and Funnel flow. Mass flow is a 'first in, first out' pattern, as the material discharges as a single body, with all particles in motion at once. Material slides along all of the wall surface at all times. The alternative to mass flow is funnel flow, a 'first in, last out' flow pattern, in which material is stagnant along the bin walls and funnels down from the top, shearing within itself.
Whether we observe mass flow or funnel flow is down to the angle of the sloping bin walls. For each material and bin shape there is a minimum angle to achieve mass flow. If the walls are at or above this critical angle, mass flow will occur. If the angle is shallower, there will be funnel flow.
To design for mass flow, the bin must have walls at an angle greater than the angle needed for mass flow, a discharge outlet that is larger than the material bridging dimension, and material must discharge evenly from the entire bin outlet. Otherwise, there will be bridging and a high likelihood of plugging.
To design for funnel flow, the walls must be shallower than the angle needed for mass flow and the discharge outlet must be larger than the piping dimension. If not, the bin will experience piping (also known as rat-holing) and resulting plugging.
Crucially, the piping dimension is usually larger than the bridging dimension for any given material. For difficult-flowing materials, the difference is larger, with piping dimensions two, five or even 10 times greater than bridging dimensions. Often - but by no means always - this leads to the selection of mass flow for difficult-flowing materials.
In the 1950 and 1960s, Dr Andrew Jenike at the University of Utah laid the foundation for translating a material’s flow properties into a bin and feeder design that delivers reliable flow without hang-ups. For example, Dr Jenike showed that the degree of strength a material gains under load will tell you the minimum hopper discharge opening required to avoid material bridging or piping above the feeder.
While Jenike’s theories have proven to be extremely useful, they are often not well understood or well applied by industry. Instead it seems that industry prefers to rely on rules-of-thumb for selecting bin and feeder geometry. While these can work well for easy-flowing materials, they often fail to produce reliable results when applied to a bin and feeder intended to handle a difficult-flowing material.
Kamengo’s research in the 1980s sought to extend upon Jenike’s theories to the design of bins and feeders for cohesive and low-bulk-density fibrous materials such as gypsum. Kamengo built an adjustable full-size test bin whose discharge opening, sloping wall angles and liners could be changed. The team systematically tested the theoretical geometries that would deliver reliable flow for a multitude of difficult-flowing materials according to Jenike’s theories.
The team proved that these theories, when applied correctly, could be used to design a reliable bin that self-empties with only the aid of gravity, even in the case where material flow was extremely difficult. Furthermore, the research showed that designing according to the stored material’s flow properties not only results in a bin design that works but also opens up the range of safe storage solutions available.
2. Stored material compaction
Having developed a method for designing reliable bins for difficult flowing materials, Kamengo proceeded to phase two of its research, which was to add a feeder to its test bin. In this case, the team added a screw feeder to meter the stored material.
What happened next surprised the research team. As soon as the feeder was added, the bin, which the team knew would self-empty under gravity, started to plug. This was because the material flow pattern inside the bin is altered by the action of the feeder. The Kamengo team found that the conveying action of conventional feeders, such as screw and belt feeders, can be felt far above the discharge opening of the bin. This conveying action compacts the stored material against the bin wall. The act of compacting the material strengthens the stored material. When the structural strength of the stored material is high enough to support its weight across the opening of the bin, bridging results. The conventional feeder has reduced the effective discharge outlet of the bin.
3. Uneven material discharge
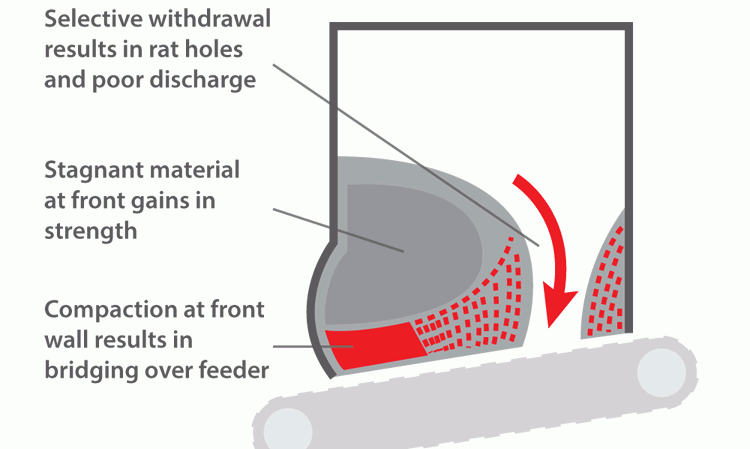
Typical conventional feeders such as screw and belt feeders withdraw material primarily from the rear of the bin, leaving behind a stagnant pocket of stored material at the front of the bin. This stagnant pocket compacts under its own weight. The uneven withdraw of material by the feeder can induce an unintended change in material flow pattern. Furthermore, this stagnant pocket compacts, building the required strength needed to form a stable bridge over the feeder, causing the bin to plug.
Principles applied
Kamengo’s approach is to first identify the stored material’s flow properties using testing equipment specifically designed to characterise the materials. The next step is to translate the material flow properties into a bin geometry that will deny the stored material the opportunity to bridge or pipe over the feeder.
Specifically, Kamengo will choose a hopper discharge width and length whose spans exceeds what the stored material can bridge over. Furthermore, the correct bin angle and liner will ensure the stored material will self-empty in a mass flow pattern, avoiding stagnant pockets of material inside the bin. Stored material that is permitted to linger will gain in strength and ultimately lead to plugging.
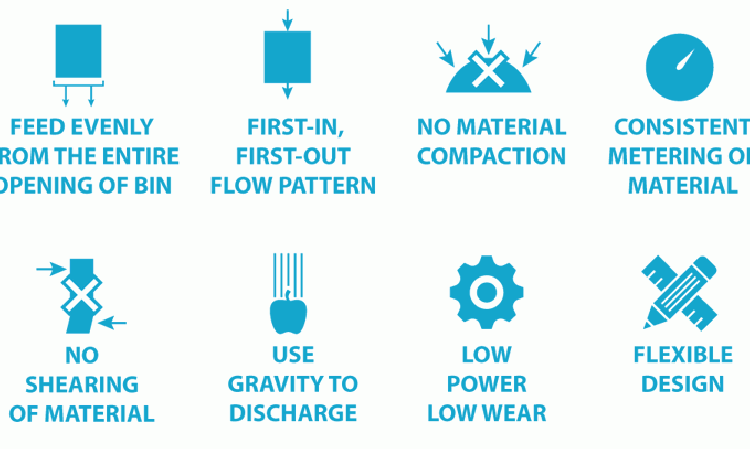
To solve plugging problems, Kamengo designed its own feeding system, the Kamengo Feeder. It resolves many of the shortcomings of conventional feeders. The feeder withdraws material evenly from the entire bin discharge opening and does not compact any stored material.
Case Study 1 – Rock gypsum at a cement plant
A cement plant was using front end-loaders to unload barges of rock gypsum into a pyramid hopper that was discharged via a 30cm x 120cm opening straight onto a conveyor belt that led to either the cement kiln or a storage silo. The discharge opening had a hydraulic flap to meter material onto the conveyor belt.
Unfortunately, the front-loaded bin never worked. If the plant put any head of material into the bin, it would plug. To compensate, the front-end loaders would spoon feed material into the hopper, reducing the pyramid hopper to a chute. The existing pyramid hopper was suffering from chronic plugging for three reasons.
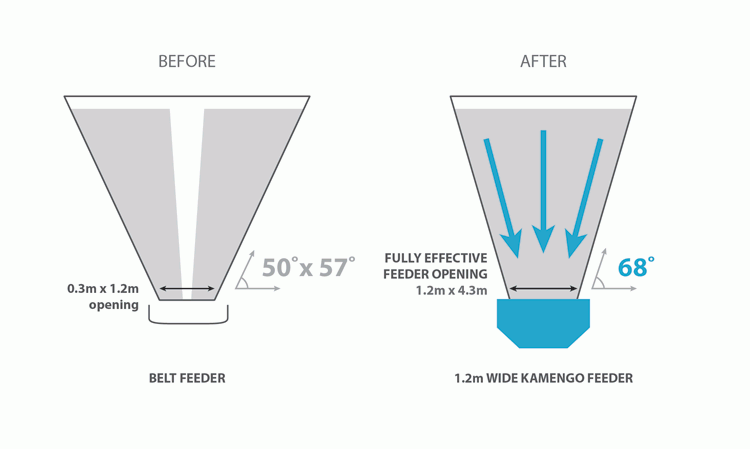
1. The sloping walls and discharge opening of the existing hopper above the belt conveyor were insufficient to produce reliable mass flow. Firstly, at just 50° and 57° respectively, the sloping walls were too shallow. For a pyramid hopper to achieve mass flow with this material the angle would need to be 75°.This meant that material could not slide along the hopper walls, but would instead try to slip within itself in a funnel flow pattern.
2. The conveying action of the belt conveyor below the pyramid hopper, which shears material from the storage bin, was compacting the gypsum against the front of the hopper wall. As the stored materials compacted, they would gain significant shear strength. With enough compaction, the stored material would gain sufficient shear strength to bridge over the hopper discharge opening.
3. The belt conveyor had a propensity to withdraw material from the rear of the pyramid hopper. This selective withdrawal of material, in addition to the shallow sloping walls, induced a funnel flow, or first-in, last-out discharge pattern in the bin. Unfortunately, the piping dimension for rock gypsum in a pyramid hopper is 75cm by 600cm. This is much larger than the existing outlet, indeed larger than the top of the hopper!
The solution to fix this front-loaded metering bin was to replace the storage hopper with a hopper with plane flow shape, steeper hopper walls and a wide and long opening. Unlike a pyramid hopper, which converges into two planes, a plane flow hopper only converges in one plane at a time. A plane flow bin shape is the most conservative bin shape and is often necessary when designing for a difficult flowing material. The wall angle needed to ensure mass flow discharge for the rock gypsum in a plane flow hopper is just 53°, as determined via material flow testing. The angle of the walls in the new hopper was 68°.
Finally, a wide and long discharge opening is required to ensure the stored materials cannot bridge over the feeder. For this configuration the necessary outlet was just 1.2m x 4.3m. By correcting the geometry of the storage bin, if one were to remove the feeder, the hopper would now self-empty with gravity in a mass flow pattern.
The second half of the solution is to ensure the entire hopper and feeder arrangement will discharge via mass flow. To do so, Kamengo paired the new hopper with a correspondingly long and wide Kamengo Feeder. The value of this is that it withdraws material evenly from the entire discharge opening of the hopper, resulting in true mass flow.
Case Study 2 – Recycled gypsum
A front-loaded bin storing recycled gypsum at a wallboard plant was discharged via three screw augers. These suffered from chronic plugging and the gypsum plant was keen to find a solution. The challenge with this application is that not only did the plant need to find a feeder that could reliably handle the recycled gypsum, but one that could also deliver a very consistent discharge rate. This was because, while the plant receives recycled gypsum for free, the paper fraction it contains means that the proportion of recycled gypsum needed to be carefully kept within specification. What makes the application even more challenging is that the recycled gypsum is stored outside in the rain, making it particularly sticky. The augers struggled to handle the recycled gypsum for two reasons.
1. The conveying action of the screws, which sheared material from the storage bin, was compacting the recycled gypsum against the front of the bin wall. As the gypsum was compacted, it gained significant shear strength. Eventually, the compacted gypsum would have sufficient shear strength to bridge over the feeder.
2. The screws have a propensity to withdraw material from the rear of the bin. This selective withdrawal of material was inducing funnel flow, again causing hang-ups.
The solution presented by Kamengo was in two parts. The first was to replace the existing hopper with a plane flow hopper with a wide and long opening and sufficiently steep sloping walls. First, a wide and long discharge opening is required to overcome the bridging dimension. Second, steeper hopper walls were required to promote mass flow, in which the stored material will preferentially slide along the bin walls rather than through itself. Secondly, Kamengo paired the new plane flow hopper with a Kamengo Feeder, which draws material evenly from its entire infeed opening. The screw feeder was retained below the Kamengo Feeder to transfer material to the downstream process.
Concluding remarks
Good bin design means making sure that gravity can always provide enough force to overcome the internal forces of the material. Carefully consider the desired flow pattern, bin geometry, discharge opening, the angles of the sloping walls, liners and the effective discharge area. All must be correct to ensure plug-free operation. Get it right and gravity will win... ... and so will you!



