14th Global Gypsum Conference, Exhibition and Awards
29 - 30 September 2014, Berlin, Germany
#globalgypsumconference
The Global Gypsum Conference, Exhibition and Awards 2014 has successfully taken place in Berlin, with 380 delegates and 41 countries represented.
View the conference image gallery (large gallery - may take time to load)
What the delegates said about Global Gypsum in Berlin in 2014:
'As a first-time visitor to your event, I just wanted to say that all was good with us, and we felt we got good value in Berlin! Your friendly staff provided good atmosphere and plenty of excellent network opportunities over the 48 hrs!'
'It was a great place to meet existing contacts and to make new contacts.'
'Overall it was a very successful event.'
'Very good experience.'
'It was well-organised with a good agenda.'
'Very professional: I love your commitment to continuously improve.'
'Thank you to the organisers.'
'Well done!'


14th Global Gypsum Conference, Exhibition and Awards 2014
29 - 30 September 2014, Berlin, Germany
Review by conference convenor Dr Robert McCaffrey
14th Global Gypsum Conference 2014 image gallery (large gallery - may take time to load)
The Global Gypsum Conference, Exhibition and Awards 2014 has successfully taken place in Berlin, Germany, with around 380 participants from 41 different countries. The 15th Global Gypsum Conference will take place in October 2015 in New Orleans, USA.
The 14th Global Gypsum Conference took place at Berlin's Estrel Hotel, the largest in Germany and the second largest in Europe. Conference delegates commented favourably on the quality of the hotel and exhibition areas and on the 'Berlin-influenced' cuisine at the event. On the first evening there was a well-attended reception in the exhibit area which included 45 exhibitors from around the world.
The next day, Christine Marlet of Eurogypsum started the conference with a presentation on progress towards a circular gypsum economy. The project involves the organisation of a series of steps in gypsum recycling infrastructure. Part of the process is making buildings inherently recyclable: deconstruction must take precedence over demolition, with separation and selection in situ. Christine showed that a project to recycle the building materials from a deconstructed building was of lower cost than demolishing it and sending it to (expensive) landfill. Belgium, France, UK, Scandinavia and the Netherlands are among the leaders in deconstruction in Europe. Asbestos in mixed waste continues to be the biggest problem for recycling in Europe. A target has been set for boards in Europe to contain 30% recycled gypsum, but this requires adaptation of the production process with a renewed focus on the purity of the gypsum: the recycled gypsum is required to have a specific particle size distribution. Resource efficiency, customer requests and cost reductions seem to be the main drivers of the trend towards use of recycled gypsum. Future trends include the cataloging of material properties for the older boards that are starting to appear in deconstruction streams, and the creation of methodologies to carry out waste audits before deconstruction commences.
Next came Joerg Demmich, chairman of the environmental board of the German Gypsum Association and head of the synthetic gypsum group at Knauf. Around 380Mt of waste is generated in Germany each year, with mineral waste comprising the largest part (240Mt) of which soil and rocks comprise 108Mt, construction and demolition wastes are 82Mt and 40Mt are slags, ashes and other wastes. Of the construction and demolition wastes, 0.6Mt is gypsum waste, with a recovery rate of 76% in 2010, but at that time with a recycling rate of 0%. According to Dr Demmich, recovery is 'preparing for re-use, recycling, and other recovery, for example backfilling.' In recycling, waste is reprocessed into products and other materials, as a secondary raw material. Wastes come from plasterboard producers, from the construction process and of course from the deconstruction of old buildings. The process of recycling involves collection and delivery, processing, the delivery of recycled gypsum to the wallboard producers and finally the reuse of the recycled gypsum by the wallboard producer. On the technical side, paper must be separated from the gypsum to avoid a plethora of potential later problems so that TOCs are below 1%. The quality of the recycled gypsum must be uniformly high, with a purity of above 85%. Trace elements must be low, particularly heavy metals, to avoid human or environmental toxicology. In Germany around 25% of the capacity of wallboard production is able to receive recycled gypsum, at a total of 150,000t/year. The industry is only willing to accept this waste gypsum if it has received 'end of waste' status, since there is no permission for the use of waste in gypsum boards. Joerg Demmich suggested that the supply of FGD gypsum will reduce rapidly in Germany to 2050, with the amount of natural gypsum and recycled gypsum increasing to take its place.
Holger Alwast of Prognos AG next spoke on the supply of gypsum in Europe in the context of the 'energy turnaround.' Out of a total of 30 European countries, nuclear power is still the leading source of electrical power with 27% of the total, while hard coal has a share of 14% and lignite 10%. Lignite use is concentrated in Eastern Europe. Nuclear power is being phased out, while renewables are increasing their share of power generation, driven by European climate change and environmental polices. Holger introduced a detailed modelling approach to forecasting the behaviour of the European power sector, with corollaries for FGD gypsum production. Net electric consumption will increase while renewables will start to predominate. Coal will reduce its share of energy production to half or less of its current level by 2050. FGD gypsum production is expected to reduce by around 40%, from 19.6Mt in 2012 to only 12Mt by 2030. During the same period, the total demand for gypsum from plasterboard plants will increase from 13.4Mt in 2012, to 15.8Mt in 2030. FGD gypsum consumption is expected to reduce from 7.1Mt in 2012, down to 6.3Mt in 2030, with the proportion of FGD gypsum used in wallboard falling and the proportion of recycled gypsum increasing from 1.6Mt to 4.4Mt in 2030. In fact, natural gypsum use in the production of wallboard will only slightly decrease, from 6.6Mt to 5.9Mt in 2030.
Robert Morrow of Innogyps spoke about supply chain matters in the gypsum industry. The management of the flow of goods includes the movement and storage of raw materials, work in process, inventory, and finished goods from the point of origin to the point of consumption. Alongside the movement of physical goods, there is also a flow of information, typically from the distributor back to the warehouse, to the plant and to plant management, which is required to regulate the supply of the physical goods in the future via a planning system. Robert suggested that supply chain costs make up around 60 - 75% of total costs, including transport, raw materials, paper, energy and people. He mentioned a number of cases where supply chains may be disrupted. One example was a spike in waste paper prices in North America caused by entry into the market by new paper mills that bought up waste paper to create inventory: such disruption can be avoided if well-planned. Robert suggested that it may be possible in the future to create a mobile wallboard plant that might be mounted on a ship, that could be located close to any new markets or markets. In fact, the cement industry already uses floating terminals to supply product to markets with high demand, to great effect.
Alfred Brosig, an independent consultant, gave his ninth presentation to the conference, this time on the subject of his lifetime's experience in the gypsum industry. He started by reiterating the process for creating phosphate-based fertiliser from sedimentary and igneous rocks, one by-product of which is phosphogypsum. Radium sulphate tends to concentrate in phosphogypsum, with radon 222 one of the decay products, although it has a half life of only 4 days. Most phosphogypsum worldwide - about 60% - is used by the cement industry as a set retarder, by disrupting the crystallisation of ettringite. Phosphogypsum can be washed to reduce salt levels. Alfred pointed out that phosphogypsum has dropped in popularity as FGD gypsum has become more widely available. Wood-gypsum boards became popular in Scandinavian countries in the mid-1980s, using phosphogypsum, FGD gypsum and natural gypsum. Alfred went on to speak about methods of stucco stabilisation, starting with a static silo and moving on to the more sophisticated rotating stucco cooler. He mentioned the world's largest stucco cooler with a stabilising section, installed for USG in Norfolk, USA, with a capacity of 90t/hr, feeding a plasterboard line. He concluded by mentioning his liefetime's passion: alpha hemihydrate. Gypsum is fed into the autoclave: water is sprayed as the gypsum is agitated: steam is introduced until there is sufficient pressure. When the moist gypsum turns into a slurry, 'sweating out of crystal water' has been achieved and alpha gypsum has been created. Industrial installation of such equipment has now been achieved.
Patrick Whiteway of the Government of Nova Scotia next pointed out that his province has extensive high quality gypsum resources, two active quarries and one plant, all operating below capacity, ship-loading facilities, short distances to market and 'many opportunities to add value.' The evaporitic gypsum deposits were laid down over the course of 40myrs, between 360 - 320Myrs ago. Already 350Mt of gypsum has been quarried out over the last 100 years. National Gypsum has a quarry in NS, currently producing at around 1.6Mt/yr, down for a peak of 3.5Mt/yr. CGC, a subsidiary of USG, also has a quarry in NS, on Little Narrows, starting in 1935. The 25Mm2/year Point Tupper plant at Port Hawkesbury is operated by Cabot Gypsum and is currently operating on a single shift. A number of other gypsum quarries, inactive or under development, exist in the rest of NS. For example, the Murchyville property promises a resource of around 320Mt of gypsum, below 14m of overburden. Cabot Gypsum is exploring the Beaver Dam Lake resource of around 1Mt, only 6km from their current plant, with a mine life of around 10 years. Atlantic Industrial Minerals has additionally identified a 50Mt limestone resource which it hopes to develop for cement manufacture, which will also require substantial quantities of gypsum when it is operational. The world's highest tides can make loading and unloading of ships somewhat interesting. Value-added prospects include mineral specimens as well as the production of beta plaster and alpha gypsum products.
Samuel Lalaque of Gupsos next spoke on a topic that is sometimes under-represented at the conference, that of plaster, 'a French tradition.' In fact, France boasts plentiful gypsum deposits and the country has a long tradition of plaster production. French plaster use was boosted by Louis XIV, who stipulated plaster covering for wood-based walls, to avoid the fiery fate of 1666-London. Early plaster kilns were basic affairs, consisting of brick vaults filled with coal and gypsum rock, and capable only of producing crude plaster mixes. Industrialisation of gypsum plaster production has led to a variety of approaches, including rotary direct and indirect firing kilns, roller mills, flash calciners, fluidised bed calciners, kilns with screens and autoclave plaster production. After many years of development, rotary kilns with indirect firing have become the 'state-of-the-art.' These machines are 'tunable' to produce a variety of different plasters for a spectrum of different applications.
Hans-Ulrich Hummel of Knauf Gips next spoke about the company's offering of value-added plasterboard products, "much more than just 'stupid' wall coverings." For more than 100 years after its invention by Augustine Sackett in 1894, wallboard was used as a 'passive-stupid' product, and it is only recently that the product is starting to build-in added value. Knauf Comfortboard 23 has latent heat storage capacity through the inclusion of BASF's Micronal microscopic wax capsules, with a switching temperature of 23°C and a latent heat capacity of 200kJ/m2. The boards moderate both high and low temperatures, giving out heat in cooler temperatures and soaking up heat in higher temperatures, increasing thermal comfort. Knauf Safeboard is a lead-free X-ray opaque low-solubility barium sulphate-containing board that can be used in medical and dental applications. Production control is done by using a GreCon X-ray scanner, to ensure absolute X-ray opacity. Special jointing compounds are also available, with a unique colour to separate them from normal joint compounds. Multiple layers of Safeboard may be required to provide 'lead equivalence.' Each Safeboard has a mass of 17kg per 1m2. Knauf Silentboard is an alternative use for the barium sulphate boards, since they can reduce sound by up to 62dB. Knauf Thermoboard contains graphite in the form of flakes and fibres, to increase thermal conductivity: four different types of graphite are used to optimise performance, and the boards are used for ceiling heating systems. Knauf Cleaneo is a board including zeolite in its core, to provide long-term absorption of organic molecule contaminants from the air. There is no negative influence on the physical properties of the plasterboard, with up to 20% substitution of finely-ground synthetic zeolite distributed homogeneously and randomly in the board core.
Christian Pritzel of the the University of Siegen, returned to the conference for a second year in a row, to present a new theory to explain hardening and why hardness decreases in the presence of moisture. Previously, the reasons for the hardening of gypsum stone were not completely clear. Previous theories include the 'felting' of gypsum crystals (a theory supported by highly ramified gypsum rock), the growing together of some gypsum crystals and that water layers between the crystals will create strength through van-der Waals forces. However, none of these theories is fully persuasive. Christian has shown that individual gypsum crystals can distort by sliding on the water layers between CaSO4 layers. Strength of gypsum stone is dependent on the morphology of the gypsum crystals, and he suggested that strength is not created by the growing together of crystals. Gypsum crystals can react to stress by bending in one direction, seemingly by cleavage planes in single gypsum crystals sliding over each other. In light of this, Christian put forward a new theory: strength in gypsum stone depends on different factors: thin water layers glue dihydrate layers together; sliding of crystals over each other is inhibited by friction which depends on the crystal surface. "In case of larger water layers, the friction mechanism is changed from solid-to-solid friction to solid-to-liquid friction because the water acts like a lubricant. Recrystallisation is possible in the presence of water, which could influence strength in both directions." The possibility of replacing water in the gypsum crystal with another molecule to modify crystal behaviour was briefly mentioned.
Jeffrey Warren next spoke about understanding and using thermal set analysis, following on from his presentation in Toronto in 2013. Thermal set analysis is now widely spread throughout the industry, but unfortunately, says Jeff, "there is an almost universal lack of understanding of how to conduct the test and to interpret its results." Thermal set analysis uses a cup of freshly made slurry, into which is inserted a temperature probe and with the change in temperature measured over time. The stucco reacting with the water will give off heat, which is proportional to the set. The results can be used to derive a number of properties of the stucco, which is useful in process control. Jeff pointed out the the heat of hydration will influence the kinetics of the reaction, so that the test may not reflect the situation on an uninsulated board line. Putting the set into the context of the production line (end of forming bar, the knife, entry to the dryer), is important and useful. The total rise in temperature is a quick and reliable indicator of hemihydrate content, but can also be influenced by grinding and calcining of the stucco. It's important to note that higher temperatures may slow or stop setting, while shorter setting times will also lead to loss of strength. The half rise ratio (the thermal set time divided by the time for half of the rise) can give an overall balance benchmark. "To get the benefits, you need to be able to understand how to interpret the results," he concluded.
A co-authored paper between László Hajdu of Grémound and Bernd Rudolph of Grenzebach introduced the Grémound construction system. Dr Hajdu pointed out that the gypsum industry cannot be proud of the fact that gypsum is almost exclusively used for partition walls only, with low or no load bearing capacity. Grémound uses a special gypsum and special concrete technology to apply gypsum lost-casing-elements to create concrete structures: hundreds of houses have already been built using the technology. Special gypsum formwork is used for the concrete pour, leading to faster final strength gain, lightweight structures, smooth final surfaces and the elimination of wooden formwork. As much gypsum is used as concrete. Critically, the financial implications for the building system are positive: Bernd Rudolph of Grenzebach pointed out that the system is best-suited to dry climates, and suggested a factory layout for gypsum block production that could be used to create up to 12,000 villas per year. Production cost per 80 - 85m2 house for the gypsum elements is only Euro100 per m2. During Bernd Rudolph's short speech, László Hajdu mixed up a batch of concrete in a bucket and poured it into a small gypsum formwork: Waving his hands over the mould in a 'magical' way for effect, he then lifted up the formwork using a wire embedded within the concrete, not more than three minutes after pouring in the liquid mortar mix. This was an impressive display of fast strength gain.
Gala Awards Dinner
On the evening of the first day, delegates assembled in the Deutsches Technikmuseum which is an impressive semi-circular locomotive shed arranged around a still-operational turntable for the conference dinner, sponsored by Grenzebach. During the dinner the Global Gypsum Awards 2014 were presented, based on a two-stage internet-based nomination and voting process which was open to all of the world's gypsum industry participants. The Global Gypsum 'company of the year' went to Saint Gobain (runner-up: Volma); 'supplier of the year' went to Gyptech (runner-up Erisim Makina); 'plant of the year went to Knauf's Camacri plant in Brazil (runners-up: Fonika plant, Russia and USG-Boral Cilegon plant, Indonesia); 'product of the year' went to Aquapanel from Knauf (runner-up: USG Sheetrok brand Ultralight Moldtough board); 'outstanding contribution to the global gypsum industry' was awarded to Eurogypsum (runner-up Gyptech); and the Global Gypsum 'personality of the year,' decided by the staff of Global Gypsum Magazine, was awarded to Gwen and Tony McCamley of New West Gypsum Recycling of Canada. The evening was serenaded in unforgettable classical style by the Horenstein Ensemble. To general acclaim, the venue of the next Global Gypsum Conference was revealed to be New Orleans in October 2015.
Second day
On the second day of the conference, Michael Gramling of WTW & MHC Group spoke about the handling of sticky and difficult-to-handle materials including FGD gypsum and crushed wallboard. Michael pointed out that you need sufficiently steep wall slope angles, sufficient silo cross sections and the correct lining materials to ensure low wall friction and guaranteed material flow. He reminded delegates of the classification of flowability, where free flowing materials have a value of above 10, while sticky or non-flowing materials have lower values, even below 1. Michael mentioned a number of different machines that can be used to discharge the silos, once the silo has been correctly designed, including the popular Binex silo discharge machine.
Daniela Ribezzo of Polyscope Polymers next spoke about the use of styrene maleic anhydride co-polymers as dispersant agents for wax emulsions to improve hydrophobicity in gypsum boards. The co-polymer is quite hydrophobic but can be hydrolysed in a caustic sodium or potassium solution, after which it can be made to be hydrophilic. The co-polymer can be used as a dispersing agent for pigments, superplasticisers, surfactants and for wax emulsions. Daniela compared her company's co-polymer with montan wax and with C20-C50 alcohol ethoxylates, and perhaps unsurprisingly concluded that the co-polymer was a good option as a wax emulsion dispersing agent, as well as being a hydrophobising agent in itself and having low toxicity and a good price/performance ratio.
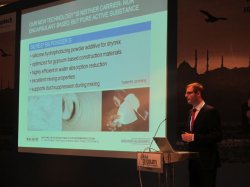
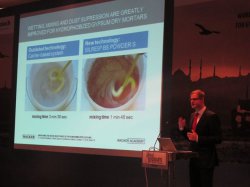
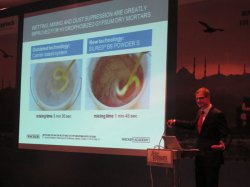
Amba Ayambem of Henry Company next spoke on a novel additive for a water-resistant ready-mix wallboard joint compound. Amba pointed out that hithertofore, joint compounds have not been sufficiently water-proofed and in fact are extremely water absorbent, acting almost like sponges. Up to this point, there has not been a better option, apart from adding a biocide to counter any mould growth that does occur in the moist jointing compound, or the use of a setting compound to reduce absorption. Amba introduced AquaDri from Henry Company, a specially-formulated water-based additive to impart water repellency to joint compounds. The additive has neutral pH, is inert in relation to other additives, has stable viscosity, enhances tape bond adhesion, imparts low dust properties to the joint compound and is paintable, even though it imparts water resistance. Amba suggested that at 7% addition of AquaDri to joint compound, the joint compound will have the same low water absorbency as moisture resistant 'green' boards.
Jan Coerts from Owens Corning spoke about his company's two main offerings for the gypsum industry; chopped glass and rovings; and non-woven specialty and roofing mats. These mats have been used as a facing for wallboards, to improve mechanical and physical properties. In a case study Jan showed how a commodity wallboard producer introduced glass non-woven mats as a facer to its board to provide differentiation and added value to its product offering. On the other side, chopped glass can bring fire-resistance and stiffness to wallboards. Jan Coerts suggested that glass can bring additional functionality to boards, both on their surface and by being dosed into the interior of the boards. Some discussion on recyclability of glass mats and glass rovings then took place, with it being made clear that glass rovings are no problem in terms of board recyclability.
Luca Plakopitis of Fluorsid next spoke about the performance of synthetic anhydrite fluorogypsum-based waterproof concrete, specifically for outdoor applications. The fluorogypsum produced by Fluorosid is 96.5% CaSO4, with low levels of other contaminants. Previously, fluorogypsum applications had been subjected to solubilisation of the matrix, shrinkage, expansion and cracking (although Luca pointed out that normal concrete suffers from the same problems). Luca suggested that the use of calcium stearate-based hydrophobic treatments can be used to avoid many of the previous problems. He stated that such materials will be particularly useful in sulphate-rich environments, for materials in contact with de-icing salts and for materials with a high risk of alkali-aggregate reactions.
Dustin Neumann of Neumann Process Control ascended to the stage to speak on the application of fuel and air ratio controls for combustion systems. Stoichiometric mixing is when air and fuel are mixed perfectly for combustion, although usually excess air is required in practice. Fuel-rich mixes lead to longer flames and higher costs, as well as the risk of uncombusted fuels entering the process stream. In case of the use of excess air, there should be a balance between not using enough excess air leading to incomplete combustion and the use of too much excess air leading to unnecessary heating of 'excess' excess air. The correct fuel/air ratios may change during burner turndown, as will the produced emissions. At the same time, there may be conflicts between maximum burner efficiency and maximising production capacity - a compromise may have to be reached. Burners may be controlled in a number of ways, including having the air supply fixed but controlling the fuel supply, controlling both with a mechanical linkage between them, controlling both mechanically but with a variable ratio between the two, or controlling both electronically which allows for remote control by computer. Air-compensated or mass-flow compensated electronic variable control would be able to take into account the variability of input air in terms of temperature and pressure. Dustin persuasively suggested that the most sophisticated system is not always the most suitable.
Klaus Holz of Fuchs Lubritech next spoke about specialised lubricants for plasterboard manufacturing. As Klaus pointed out, the reliability of each machine is essential: if one key machine fails, then the entire process will stop. While different machines may require different lubricants, Klaus suggested that the total number of lubricants used in a factory should be reduced as much as possible, in order to reduce complexity, cost and the possibility of using the wrong lubricant. Higher quality lubricants will allow longer re-lubrication intervals. Among the other challenges for lubricants in plasterboard plants are the dusty environments in the early parts of the process and the hot conditions for chains in the dryer, and the requirement not to despoil the final product in any way.
Jim Turner of Innogyps spoke about his experience with the transformation of a poorly-performing plasterboard plant into an outstanding facility. Originally, the plant suffered from returned shipments, high staff turnover and poor morale, and "honestly looked like a disaster zone." The plant also suffered from a poor safety record. Safety was the first priority, followed by a focus on the customer by enacting strict rules on quality control. The employees were absolutely critical to the success of the turnaround, but initially they were not 'on-board.' As the late leadership guru Warren Bennis said, "People need to feel that they are at the very heart of things, not at the periphery. When people feel that their contribution makes a difference to the organisation's success they feel centred and that gives their work meaning." One of the first steps therefore was to eliminate a blame culture and focus on learning opportunities. A commitment was made to the long-term success of the plan. The employees were reconnected to their jobs by explaining the importance of their roles and by listening to their views and acting upon them. Data capture was computerised, making information flow much more efficient and allowing the elevation of problem solving skills and finding out the root cause of any problems, creating a problem-solving culture. At the end of the turnaround process, the plant had the best safety record in the group, as well as best quality criteria.
Finally, Henrik Lund-Nielsen of Gypsum Recycling International spoke about the technical possibilities of completely separating paper from recycled gypsum wallboard. Henrik started by pointing out that the vast majority of waste in Europe will be fully re-utilised by 2020 and that there is also the possibility of a total ban of landfilling of recyclable waste after 2020. The GRI business model is to collect gypsum waste in dedicated containers and to truck them to regional collection centres; a mobile recycling unit visits whenever around 2000t of material has been collected to process the waste. Previously, the separated 10% 'paper' fraction may have contained a variety of contaminants such as wood and metals. However, a new Paper Recycling Unit can separate out gypsum, contaminants and pure paper from the 'impure paper' fraction to produce a 5% pure paper fraction.
The conference programme concluded with delegates separating into four discussion groups, on properties/additives, quality control, process improvements and standards. Participants enjoyed the discussions and requested that they be repeated in future years.
Farewell Party and conference awards
After the end of the conference programme, delegates reassembled at the hotel's 'Stars in Concert' venue for the conference awards and the final send-off. Delegates had voted for their favourite presentations and after the votes had been normalised to the number of attendees in each presentation, the winners were announced. 'Highly commended' were Prof Hummel from Knauf and Henrik Lund-Nielsen, while in third place was Jeffrey Warren from Gyptech for his paper on set-time analysis. In second place were László Hajdu and Bernd Rudolph for their paper on a new gypsum-based building system. However, the winner of the best presentation award was Robert Morrow of Innogyps for his paper on supply chain management. Grenzebach was awarded the 'best exhibition stand' prize for their impressive and popular booth/bar in the exhibition area. Harald Ganster, the managing director of Farewell Party sponsor Hamburger Containerboard, gave a few remarks about his company's wide capabilities to supply all types of facing paper for wallboard. Delegates were then treated to a memorable show featuring three 'authentic lookalikes' for Jerry-Lee Lewis, Bette Midler and Cher, who between them had the delegates on their feet, clapping and cheering, and looking forward to the next Global Gypsum Conference in October 2015 in New Orleans.